
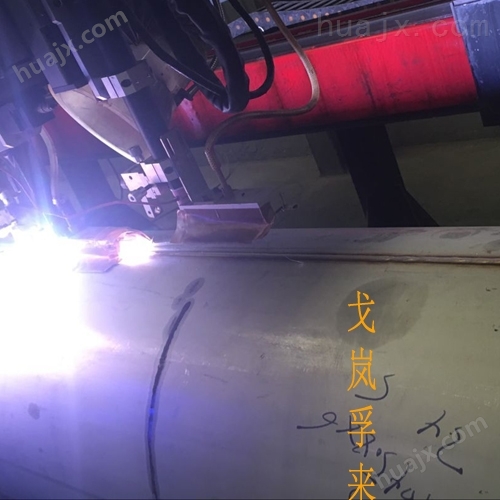
PAW 等离子钛合金筒体环缝自动焊接设备




产品简介
详细信息
等离子钛合金筒体环缝自动焊接设备接头设计基于金属厚度并由两种操作方法确定。对于锁孔方法,接头设计*于全穿透类型。优选的接头设计是方形槽,没有小根部开口。对于根部工作,特别是在厚壁管上,使用U形槽设计。根面应为1/8英寸(3.2毫米),以便*锁孔。
对于焊接薄规格,0.020英寸(0.500毫米)至0.100英寸(2.500毫米)金属的熔化操作方法,应使用方槽焊接。对于焊接箔厚度,0.005英寸(0.130毫米)至0.020英寸(0.0500毫米),应使用边缘法兰接头。法兰熔化以提供填充金属以进行焊接。
当对厚材料使用熔化操作模式时,可以采用与用于屏蔽金属电弧焊和气体钨极电弧焊的相同的一般接合细节。它可用于圆角,法兰焊接,所有类型的沟槽焊接等,以及使用电弧点焊和电弧缝焊接的搭接接头。
等离子弧焊的焊接电路比燃气钨极电弧焊更复杂。 需要额外的元件作为控制电路以帮助启动和停止等离子弧。 使用相同的电源。 有两个气体系统,一个用于供应等离子气体,另一个用于保护气体。
等离子钛合金筒体环缝自动焊接设备钨电极必须准确地居中并相对于喷嘴中的孔定位。 引导电弧电流必须保持足够低,足够高以保持稳定的引导电弧。 当在箔片范围内焊接极薄的材料时,引导电弧可能是必要的。
当使用填充金属时,其添加方式与气体钨极电弧焊接相同。 然而,随着炬与工件之间的距离变大,可以更自由地添加填充金属。 设备必须适当调整,以使保护气体和等离子气体的比例正确。 还必须使用适当的气体。
热输入很重要。 等离子气体流量也具有重要作用。
