
管子-管板角焊缝棒阳极X射线检测
产品简介
详细信息
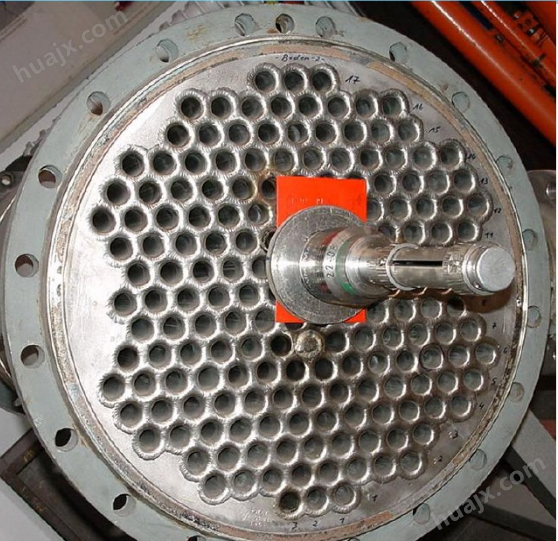
探伤机送源杆插进管中,其前置挡板与换热器管板紧贴,而胶片位于前置挡板和管板之间。将源由探伤机中送出,经过补偿块中心圆柱孔,定位到管中的既定位置,采用向后透照的方式进行检测,从而实现角焊缝成像。

项目介绍
射线照射及射线透视技术广泛应用在无损检测领域中,在普通的射线检测系统中,一般将X射线源放置在被检测物的前面,一个X射线感光胶片或探测器放置在被检测物的后面,用以接收穿透被检测物后残余的射线,但是许多被检测物的缺陷所处的位置非常不适用于这种检测方式。
那些带有很多孔腔或很厚的管璧的检测样品,由于射线穿透后分辨率以及对比度的问题,导致检测结果非常不理想。管板上焊接许多管子,这种焊缝的检测就需要一个狭长的X射线源,伸进管子内部,如热交换器的管子内部,标准的X射线管都不能满足这种检测方式。

技术特点
采用小焦点放射性同位素源和*的工装与工艺措施 ,使管子、管板焊缝中的气孔的检测灵敏度达到Φ0.5 mm,大大高于超声、涡流等其他无损检测技术和方法。该技术定位准确,操作方便,检测速度快,图像清晰,结果可靠,设备和技术的现场适应性也很好 。
检测服务流程
