



品牌
生产厂家厂商性质
南通市所在地


1.金属切屑的形成
切屑的形成过程,其实质是一种挤压过程。在挤压过程中,被切削的金属主要经历剪切滑移变形而形成切屑。切削塑性材料时,当工件受到刀挤压后,随着刀继续切入,材料内部的应力,应变逐渐增大。产生的应力达到材料的屈服点时,开始产生滑移即塑性变形(见右图)。随着刀连续切入,原来处于始滑移面OA上的金属不断向刀靠近,当滑移过程进入终滑移面OE位置时,应力应变达到大值,若切应力超过材料的强度极*,材料被挤裂。越过OE面后切削层脱离工件,沿着前刀面流出而形成切屑。
2.金属屑的回收的注意事项
金属铸件进行切屑加工时,切屑约占铸件重量的20%,高达30%左右。回收产品机加工过程中的铝屑可降低生产成本,具有良好的经济效益。铝屑回收工作应往意以下几点:(1)当某一材质牌号的工件加工完毕后,应及时国收,以防金属屑混号。回收时,应把参加切削的各种机床底盘中的金属屑全部清理干净,(2)回收的金属屑应严格按牌号分类分号堆放于贮放场规定的格仓中,并标明金属屑的种类牌号,有条件时应及时重熔,避免混号。(3)应避免泥沙,棉纱等杂物混入金属屑。
3.恩派特铁屑压饼机产品介绍
英国恩派特自1956年开始生产铁屑压饼机,当时的一台铁屑压饼机供给了曼切斯特当地的一家铸钢厂,这个机器目前已经退役,但恩派特已经从当初的小厂发展成英国的铸钢厂,对金属屑压块机也早已实现了批量化生产。恩派特中国是英国恩派特集团在亚洲的生产基地,他传承了总部的生产技术和优势。
恩派特铁屑压饼机机架部分采用整体铸钢件,杜绝了钢板的开裂,提高了设备的可靠稳定性和使用的寿命。采用*的液压传动技术及叠加组合阀块,使用耐磨油封,油缸采用国内新高科技工艺加工组装,从而保证连续运转不减弱油缸压力,经久耐用,运行平稳;电脑控制,自动化程度高,故障率低,维护容易等。根据用户情况另带螺旋自动送料器,链条式自动出料器,降低了工人的劳动强度。
恩派特生产的全自动铁屑压饼机为卧式设计,横向压缩,压缩室配置了粉料机构,可以将长条状的刨花粉碎成小的颗粒,从而节省了一台破碎机。
3.1工作原理及流程
本产品利用液压缸压缩物料。工作时,由电机的转动,带动油泵工作,抽取油箱中的液压油,通过液压油管运输,传送到各液压油缸中,驱使油缸的活塞杆做纵向运动压缩料箱中的各种物料。

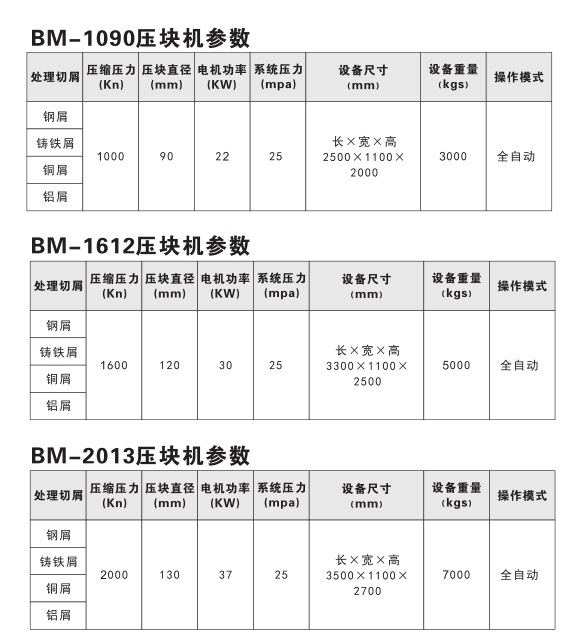
3.2技术参数
3.3可以处理的物料
恩派特铁屑压饼机主要是用于将矿粉,锯屑,车屑原料通过高压直接冷压成2~10公斤的圆柱饼块,整个过程不需加温,添加剂,或其他工艺,以便于储运及减少回收再利用过程中的损耗。适用于金属型材厂,金属铸厂,板材厂,金属管厂等相关企业。
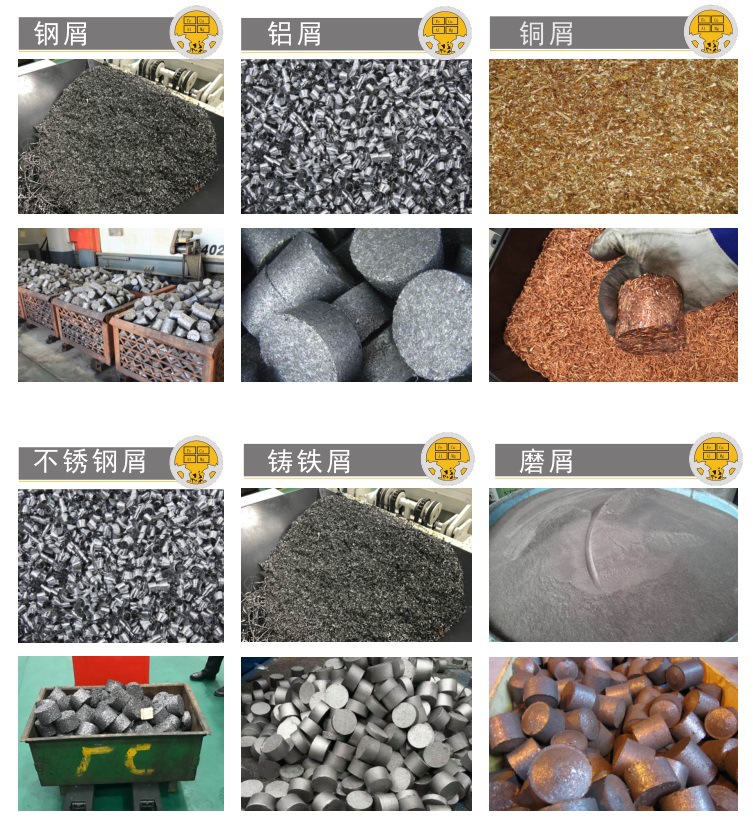
3.4成品展示



3.5 设备结构

4.金属屑打包机 铁屑压饼机的操作规程
随着技术的发展,铁屑压饼机也在不断升级,目前它可以将各种金属边角料,钢刨花屑,废钢,废铁,废铜,废铝,铝刨花屑,金属原料挤压成圆饼状。经过这样的处理便于各种金属碎屑的储存,运输及回收再利用。铁屑压饼机如果严格按照操作规程就可以避免很多不必要的麻烦。
1,检查油箱液位计油面是否在正常位置,如不显示,应加油至液位计能看到油面。保证油箱装油百分之六十到百分之八十方可启动电机。
2,按下“启动”按钮,运行指示灯亮,听油泵声音是否有异常。如有异常应立即停机检查。
3,将手动转换开关打到手动,不加料空机操作主缸,抽板缸,送料缸伸缩两次或多次,观察其是否能正常工作,压力表是否正常达到调定值,各部位管路及接头处是否有漏油现象。
4,手动压料一块或多块,观察冲杆和模套是否有松动和冲偏现象。(压头,模套及抽板磨损严重应更换,否则影响压料,会出现难成形等问题)。
5,确认各部位正常后,转换到自动操作。运作中不断观察各程序运转状况,若有停滞,漏油等状况出现,应立即关机,请有经验维修工来检查维修。
6,每班操作人员在下班前做好机器清洁工作,清理油污,灰尘,保持电器控制柜内外整洁。
铸造厂家铁屑屑饼机








