品牌
生产厂家厂商性质
洛阳市所在地
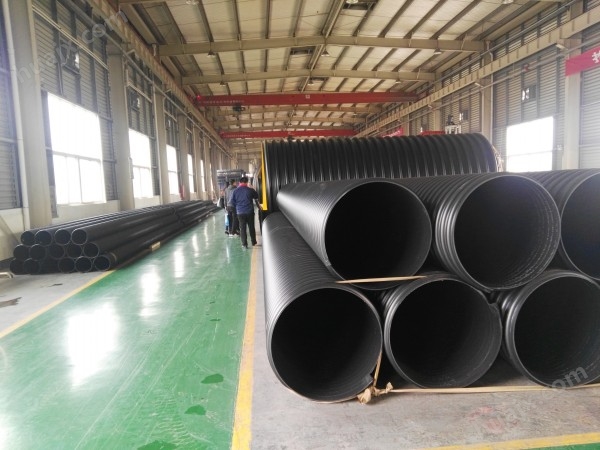
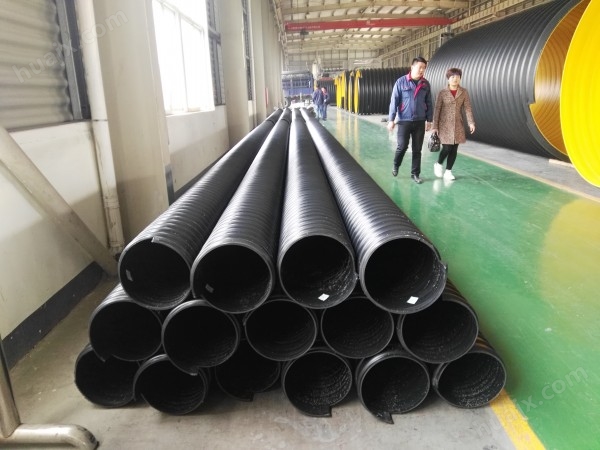
钢带增强型聚乙烯螺旋波纹管
钢带增强PE螺旋波纹管是借鉴国外*的金属塑料管材复合技术而开发的一种PE与钢带熔融复合的缠绕成型结构壁管材。
产品执行CJ/T225-2006标准,壁管结构以3个层次构成,以高密度聚乙烯为基体,以螺旋缠绕成型的高强度钢带为增强体,采用*的制造工艺,将钢带与高密度聚乙烯融合成一体。使其既具有塑料管的柔韧性又具备了金属管的刚性。
口径大,强度高,由于采用了U型钢带复合材料,使管材在不增加成本的前提下大幅度提高环刚度,同等重量情况下比缠绕管,克拉管强度大幅度提高。可解决重载等一系列问题,大口径钢带管的优势更加明显,目前我们生产管材口径从直径300mm到直径2400mm,环刚度都保持在12.5KN/m以上,比水泥管和其他塑料管重量更轻,性能更强。
我公司钢带波纹管的与众不同处:
1,首先钢带,钢带管的钢带是*按照CJ/T225-2006标准执行,不采购那些薄的钢带;
2,其次,聚乙烯,聚乙烯采用全新料生产,生产的聚乙烯壁厚也都是正差,没有负差,所以管道壁厚会正常到略厚;
3,后,钢带上面缠绕的粘接树脂,这种粘接树脂原材料成本比聚乙烯还要高,虽然每米管道用的不多,但是,钢带是否有粘接树脂对钢带管的使用寿命却非常重要。一般情况,别的厂家钢带管为什么可以价格低好多,因为,钢带管不要粘接树脂也可以生产,只不过用的时间缩短了好多而已。粘接树脂很重要。
4,我们公司非常注重产品质量,与品牌推广,我们只卖好的,不销次品货,钢带波纹管的质量还是很重要的,一些雨污水集中的地区,如果选择次品管子,没多久,该地区就会出现地陷,坍塌等,引起安全事故等,给业主,施工公司,生产厂家均造成巨大损失。
钢带增强型聚乙烯 螺旋波纹管特性:
1,耐压、抗冲击性好:对任何基地都有良好的适应性。
2,经济型好:管径大,比同规格的塑料管成本低。
3,耐化学性好:外敷防腐层,不会被任何东西污染和腐蚀。
4,耐老化性能好:外壁为黑色,可以抵抗紫外线防止老化。
5,排水流通性能*:内壁光滑,流水阻力小,通水能力强。
钢带增强型聚乙烯 螺旋波纹管连接方式
一、热熔挤出机焊接
热熔挤出焊接的施工要点:
1,在焊接前先检查待焊接管材两端面是否切平整(如端口不平。应进行修整)。将待焊面控制在管材波谷居中位置,两被焊管材调整到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但是大缝隙一般不要超过5mm)。若达不到要求,则要用工具对接口进行局部修切。修切工作可以从管外或管内(口径800mm以上的管道)进行。焊接区域必须保证清洁干燥。不得有尘土和其他杂志存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。
2,焊接所使用的焊条一般应由管材生产厂家配套提供,要求与生产管材所用的聚乙烯材料相同或与管材相融合好的材质焊条,要求断面为圆形,该焊条粗细*并符合所选用焊枪焊接性能的要求。此焊条还必须要求洁净、干燥无任何污渍。
3,必须强调要使用带热风装置的良好挤出焊机。焊接时热风装置必须使焊管材接缝端的聚乙烯能够与管材融为一体。所有焊接断面必须饱满,不能有漏焊和断口。
4,对于管径大于800mm的管材,一般应进行内外双面焊接。
5,根据环境条件设定溶料和热风温度,对溶料保持一定的焊接压力,有相应缓慢的冷却时间。
二、电热熔带连接
电热熔连接时,必须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带必须有生产厂家配套供应,其步骤如下:
1,检查管道和电热熔带是否有损伤。
2,对齐管道和清除杂物。
3,通过水平杆或沙袋将要连接的管道放在离地面20-30cm处。地基上挖有操作坑的可将管道直接放置在地基上,操作坑宽为电热熔带宽的2倍,深为管底下30cm,并水平对齐。
4,用洁净的布*将管道的外表面和电热熔带的内壁上的杂物清除掉,包括水气,油类污物可用对PE材料焊接有帮助的溶剂擦拭,
5,用电热带将已水平对齐的管道要连接的部分紧紧圈住,外面再用耐热带紧固。
6,将焊机的输出线端与电热熔带的连接头相接。
7,焊接在电热熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
三、热收缩带连接方法
热收缩带的施工环境温度一般应为-20~60℃,若环境温度低于0℃,应采取保温措施;连接时必须按照热收缩带的工艺要求进行操作,其步骤如下:
1,检查两端连接管的对接端面是否平整,要求两端面合拢后的局部间隙小于6mm,如达不到要求需要进行现场修整,直到达标为止。
2,架空两待接管端部,使其离地面或沟壁有一定距离。
3,将热缩带穿套在两待接管的一端上,拉到距离连接端面大于500mm的位置。
4,打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰、波谷槽都要用钢丝刷磨粗糙,少要打磨三个半波节长,钢丝刷的外形应与波纹管外形*。
5,用清洁的布,将打磨后的管端部分擦干净。
6,将两对接管端面对齐并固定,不能有错位。
7,用与被连接管相溶的PE焊条,用小喷咀的小火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上,以将两端连接处固定。
8,用火焰预热的时候,使表面温度达到40-50℃,可用温度计进行监控。
9,在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。
10,预热待接管两端到打磨线以内,使表面温度达到40-50℃。
11,,烘烤。首先应用红色火焰(或用环形烘烤器)从一端开始,沿热缩带圆周方向均匀移动(严禁火焰沿长轴方向移动或在一处停留),待一端的一周收缩好后,再逐渐延伸加热,注意要一周一周的均匀加热。在烘烤的过程中,还应及时的用光洁的滚筒或戴防热手套对已收缩部位轻轻加压,使其紧贴波形并除去残余空气,当加热收缩到5cm处时,可将火焰转向加热收缩带内壁的热熔胶,然后再转向外壁。待热收缩管完成后,再用微火全面均匀加热,让热熔胶充分熔化,以至于端部有热熔胶溢出。

这里要指出的是,要掌握好火焰的加热温度,既不能过高把PE管外壁烧坏,也不能过低,过低会使热熔胶未能充分熔化不能粘牢、达不到剥离强度的要求。
四、组合连接方法
以上三种是目前国内外较为成熟的连接方法,但是一种方法有时候会觉得不够保险,所以我们提出:对于重要的工程建议是采用两种以上的方法组合施工,保证连接的安全可靠。组合方式有多种,如下:
1,热收缩带连接与热风挤出焊接组合使用法。先用热风挤出焊,把管材焊接起来、达到不漏的要求,再包热收缩带,达到保险可靠。
2,热收缩带连接与正试验的卡箍连接方法组合使用。先缠热收缩带,再用卡箍锁紧,达到保险可靠。
3,热风挤出焊接与卡箍连接组合使用。
钢带增强型聚乙烯螺旋波纹管的应用领域:
1,工业:工业领域的排污水管;
2,矿场:矿井通风、送风、排水、泥浆管;
3,水储存系统:截留缓慢水流的储水系统;
4,农业工程:农田、果园、茶园以及林带排灌;
5,市政工程:埋地排水、排污管;
6,道路工程:铁路、高速公路的渗、排水管;
7,建筑工程:建筑物雨水管、地下排水管、排污管、通风管等;垃圾填埋场污水收集管;
8,大型港口、码头工程:大型机场、港口、码头工程的排水、排污系统等;
9,体育场运动场所:高尔夫球场、足球场等体育运动场所的渗水排水管;
10,水利工程:水源管、灌溉管及水电站输水、排水的使用;
11,通讯用管:铁路、公路通讯、通讯电缆、光缆保护管。
我公司钢带增强聚乙烯螺旋波纹管生产线设置有超声波扫描装置,米重测量控制系统,壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。

人无信不立,做生意也一样;我们公司注重信誉,任何光收款不发货或者故意延期发货的公司都是不良公司,这种公司后期非常难存活,我们正规公司,欢迎新老客户来进行业务合作,我们将为您提供诚信靠谱的服务。