



品牌
生产厂家厂商性质
合肥市所在地
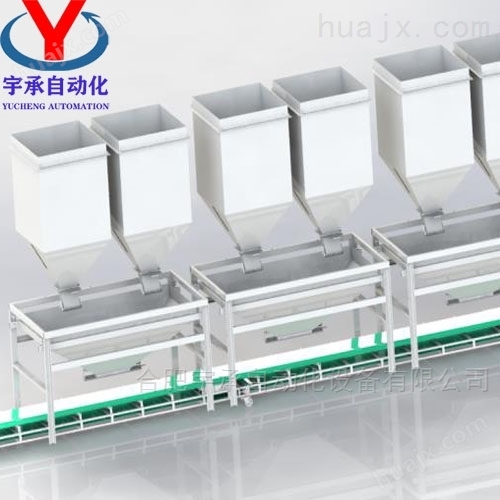
饲料自动配料系统 饲料添加剂自动上料、配料、混合、包装生产线设备是将饲料添加剂中的几种物料按照配方规定的重量配比自动配料后混合均匀,自动计量、充填、包装。设备布置紧凑,能耗低,节能高效。操作、维修方便,性能稳定,故障率低,运行可靠。
工作原理:物料输送时会产生大量含尘气体,物料经过脉冲除尘系统,重物料自动沉降,含尘气体自动吸附在滤室中,通过滤带表面的惯性、碰撞、筛滤、拦截和静电等综合效应,使粉尘沉降在滤袋表面形成粉尘层,净化后的气体经过净化室由排气管经风机排出。
设备特点:分室反吹脉冲除尘器的优点,克服了分室清灰强度不够,进出风分布不均等缺点,扩大了应用范围。
生产流程 原料—→投料开袋站—→脉冲除尘系统—→自动配料系统—→静态称重系统—→正压上料系统—→脉冲除尘系统—→混合系统—→包装系统—→成品输送。
操作者点击配料运行过程开始后,PLC控制*种原料加料的气动阀、螺杆开启,该种原料徐徐加入称重槽, 计算机实时监测称重槽下计量传感器传送过来的信号,与配方设定的目标值进行比较,当达到设定的配方目标值后PLC控制输出被断开,

饲料自动配料系统 *种原料加料气动阀、螺杆关闭,待稳定后测得称重槽和已加入原料的总重,并以此值作为第二种原料加料前的零位。 紧接着开始第二种原料的加料过程,如此反复至第二、第三、……,直至多种原料加料完毕。
加料过程结束并满足预先设定的全部放料条件,放料过程开始。放料气动阀开启,混合料在重力作用下自然流出。 系统实时监测称重槽下计量传感器传送过来的信号,当检测到称重槽总重量恢复到初始零位时,放料阀关闭,放料过程结束。
操作者可预先设定每次投料开启的顺序。 系统可记录运行中的罐号,每一种原料的实际加料量,与配方设定目标值的偏差,加料起止时分和加料时间,以及放料起止时分和放料时间等运行数据。


