
品牌
其他厂商性质
所在地

| 原材料 | 供货商 | 规模 | 合作期 |
| PPH颗粒料 | 北欧化工 | 塑料供应商 | 20年 |
| PPH板材 | 北欧化工 | 塑料供应商 | 20年 |
| PPH板材 | 德国新美乐 | 塑料供应商的“劳斯莱斯” | 20年 |
| PPH板材 | 金天成 | 30年生产经验 | 15年 |
| PPH管道 | +GF+ | 瑞士的工业 | 20年 |
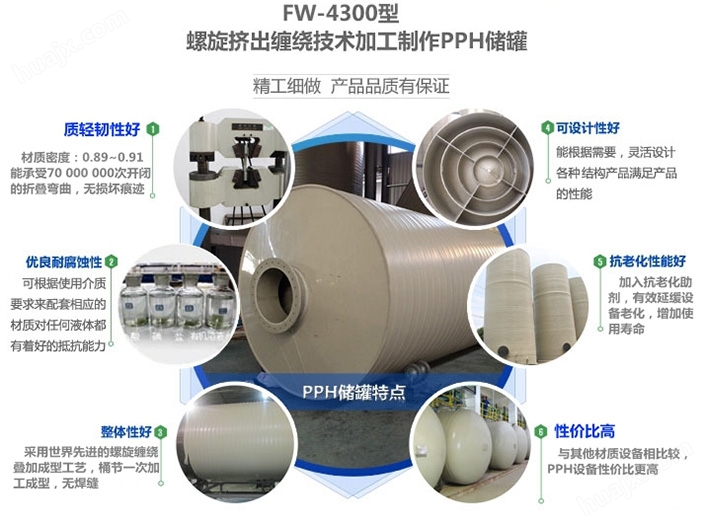
pph立式储罐成型工艺采用螺旋挤出缠绕技术,品质达到*水平,主要工序有罐体挤出缠绕、外部焊接、内缝焊接、管口安装等。
一、罐体挤出缠绕制作
罐体碰焊就是用PPH螺旋挤出缠绕机组使PPH颗粒料加工成罐体成型的工艺。系统采用将PPH颗粒热熔后挤出后再钢制模具上缠绕成罐体的工艺。
 | 挤出缠绕的优点: |
二、外部焊接制作
外部焊接就是用进口自动挤出焊接机组使储罐应力部位实现大焊缝一次焊接成型的工艺。将与罐体性质相同的全新PPH颗粒料热熔在大焊缝处,与罐底、罐体成一体。
 | 底部焊接工艺特点: |
三、内部焊接制作
内部焊接是采用自动长臂挤出焊接工艺,是所有工序中重要的一步。将与罐体性质相同的全新PPH颗粒料热熔在内部焊缝处,与罐底、罐体成一体,原理与外部焊接相同,只是其设备不同。
 | 内部焊接工艺特点: |
四、管口安装制作
管口安装是一道工序,等同于底部焊接的缩小版本,就是用进口小型自动挤出焊接机组,将接管与法兰焊接成型,再采用开孔器在罐体上开相应尺寸的口径,采用德国MUNSCH手提挤出焊接。
 | 管口安装工艺特点: |
| 聚丙烯(PPH)性能表 | |||
| 项 目 | 典型值 | 单位 | 测试方法 |
| 密度 | 905 | ㎏/m3 | ISO 1183 |
| 熔流率(230℃/2.16㎏) | 0.3 | g/10 min | ISO 1133 |
| 熔流率(190℃/5.0㎏) | 0.6 | g/10 min | ISO 1133 |
| 屈服应力(50㎜/min) | 36 | MPa | ISO 527-2 |
| 屈服变形(50㎜/min) | 10 | % | ISO 527-2 |
| 抗张模量(1㎜/min) | 1650 | MPa | ISO 527-2 |
| Charpy冲击强度,开槽(+23℃) | 7 | KJ/㎡ | ISO 179/1eA |
| 开槽(-20℃) | 2 | KJ/㎡ | ISO 179/1eA |
| 维卡软化温度B(50N) | 95 | ℃ | ISO 306 |
| 高密度聚乙烯(HDPE)性能表 | |||
| 项 目 | 典型值 | 单位 | 测试方法 |
| 密度(基本树脂) | 950 | ㎏/m3 | ISO 1183/ISO 1872-2 |
| 密度(化合物) | 960 | ㎏/m3 | ISO 1183/ISO 1872-2 |
| 熔流率(190℃/2.16㎏) | <0.1 | g/10min | ISO 1133 |
| 熔流率(190℃/5.0㎏) | 0.25 | g/10min | ISO 1133 |
| 拉伸屈服应力 | 25 | MPa | ISO 527-2/ISO 1872-2 |
| 断列伸长率 | >600 | % | ISO 527-2/ISO 1872-2 |
| Charpy冲击强度,开槽(0℃) | 16 | KJ/㎡ | ISO 179/1eA |
| 萧氏硬度(Shore D) | 60 | ISO 868 | |
| 碳黑含量 | ≥2 | % | ASTM D 1603 |
| 脆化温度 | <-70 | ℃ | ASTM D 746 |
| 耐环境应力开裂(10% lgepal),F50 | >10000 | h | ASTM D 1693-A |
| 热稳定性(210℃) | ≥15 | min | EN 728 |
| 材料选择 | |||||||||||||||||||||||||||
| |||||||||||||||||||||||||||











