品牌
其他厂商性质
所在地
| 雷公堆焊焊丝质量管理控制流程 一、严格筛选供应商 |
| 每类物料5~10家候选供应商名单,由雷公专家组成员评估后择优选择。并且每年对供应商予以重新评估,并对供应商进行信用等级管理。 |
|
|
| 二、严格把控原料品质 |
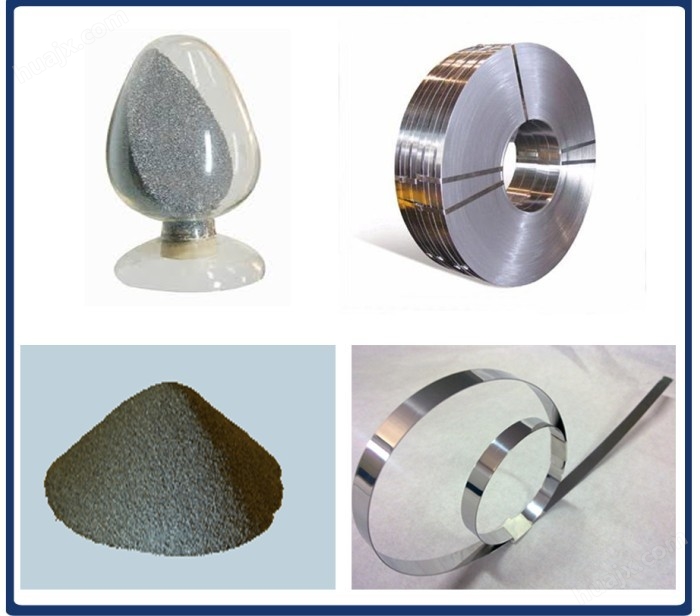
| 原材料严格自检留成,并由天津市检测技术研究所进行第三方检测。 |
| |
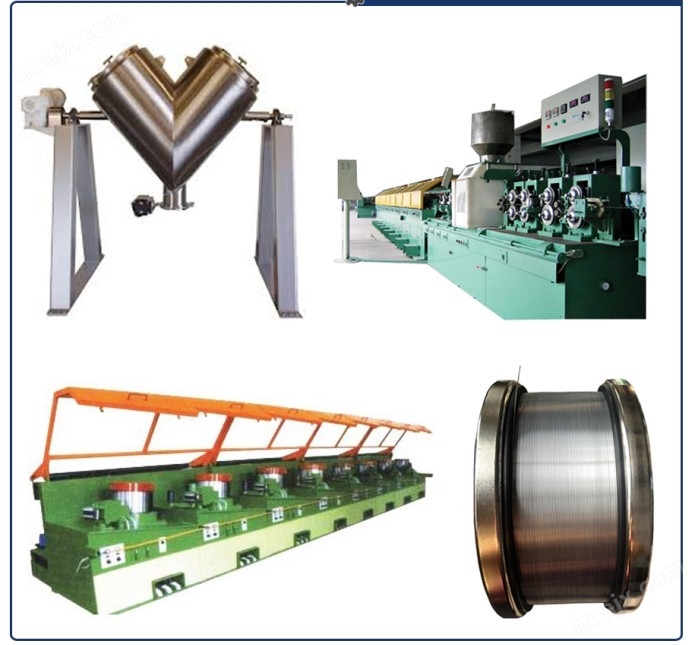
| 三、*的焊丝生产工艺 |
| 雷公自主研发并获得国家的焊丝生产设备,实现生产过程自动化控制,减少了人为因素对焊丝品质的影响。 |
| |
| 四、科学、严谨的生产过程控制 |
| 1、生产前的小样检验。 |
| 2、配粉完成后的质量检验。 |
| 3、轧丝质量检验:按工艺单的要求为标准进行检验。 |
| 4、拔丝质量检验。 |
| 5、分卷包装检验:随机检验净重。 |
| 6、成品检验。 |