

品牌
其他厂商性质
上海市所在地
由于轨道式不锈钢管道环缝自动焊机的精度,即使是6毫米的标准管直径也可以加工。在较大规模上,可以使用密闭腔室焊接头连接直径大为152mm,壁厚达2.77mm的管道。这些焊头可以非常正确地定位割炬,管道牢固固定。即使使用高敏感的材料,封闭腔室中的惰性气体气氛也可防止热量着色。对于直径在6到152mm之间的管子,可以使用更易于管理的开放式焊头(高纯度应用除外)。柔性软管系统用于在需要时为焊头提供动力,惰性气体,冷却水和填充焊丝。焊接过程中对填充焊丝的需求取决于焊接任务的类型;较厚的管壁和难以控制的母材需要使用额外的材料,而薄壁管可以焊接而无需额外的电线。为了制造高质量的焊缝,必须仔细准备管端,工件的边缘没有氧化皮和杂质。对于直径中等直径的薄壁管,简单的直角锯切割通常就足够了。对于较厚的管壁,必须更仔细地准备边缘,例如使用U形槽横截面。

使用手工焊接很难达到高的质量和安全标准。这是由于某些焊接位置,例如顶部和下部焊接,由于用户在这些焊接位置的不允许进入而经常导致错误的焊接。为了控制焊池,必须在焊炬的每个位置处的重力和表面张力之间保持好的平衡。通过使用该技术的机械化变体,焊接过程的某些部分由机械部件处理。
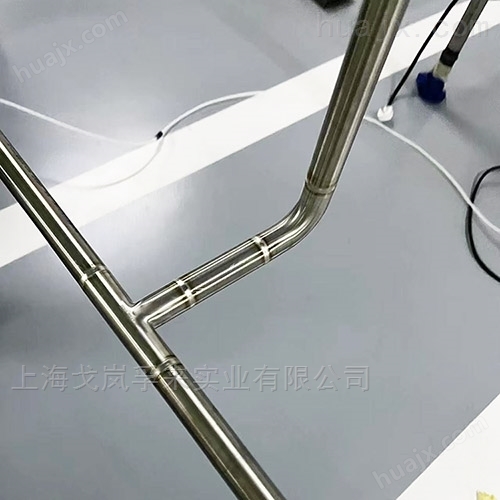
下图是手工焊和戈岚孚来焊机的对比图:

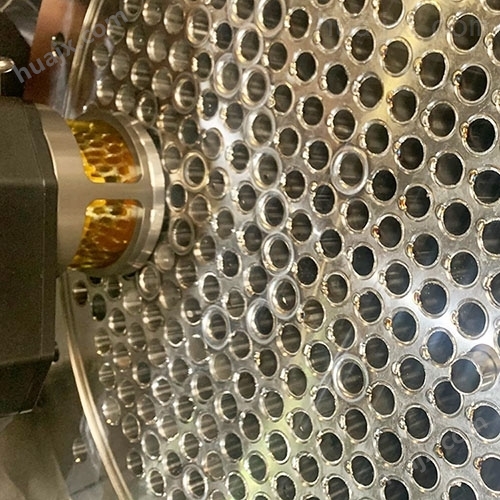
使用轨道式不锈钢管道环缝自动焊机的熔合工艺。不添加填充金属。